


Oni koji rade kao strojni alat ili uče od togaspecijalnosti, više puta su se suočili s takvim konceptom kao što je abrazivna obrada. Ova vrsta rada uključuje najpopularnije operacije, kao što su brušenje, poliranje, superfinishing (superfinish) i honing.
Čišćenje je specifičan oblik finobrada. Rijetko se koristi u strojarstvu, jer postoje i mehaničke operacije s kojima možete postići bolje rezultate. Stoga, vrlo malo ljudi zna kako se izvodi valjanje cilindara, što je, za što se koristi i u kojim slučajevima.

Poštivanje je mehanički postupak zaprerada materijala rezanjem, gdje se dijamantne žitarice koriste kao alat za rezanje. Ova se operacija smatra vrlo učinkovitom i djelotvornom u odnosu na rupice. Uklanjanje dodataka za ovaj tretman može biti do 2 milijuna mm3 na sat. To odgovara finom okretanju alatom tijekom okretanja ili grubog mljevenja abrazivnim kotačem. Stoga se može reći da je honing također završni tretman jer se tijekom operacije dobiva konačna površina, tj. Gotovi dio.
Alat koji se koristi zahoning, nazvan hone, ili honing glavu. Hone je alat za rezanje metala, koji se sastoji od tri ili više abrazivnih kamena (kamena) koji se nalaze duž perimetra.
U mnogim hona kamenima mogu se ukloniti. To jest, kada se nose ili lomite, lako se mogu zamijeniti.
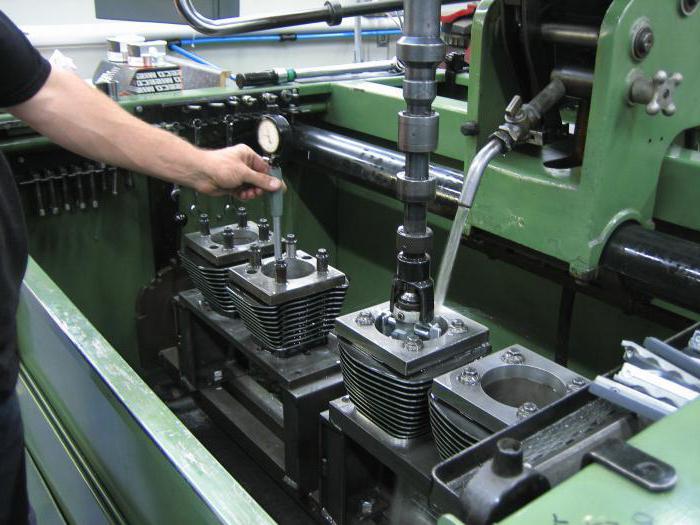
U izradi honing izvodi naPosebni strojevi, koji su od dvije vrste: horizontalna i vertikalna. Horizontalni strojevi za honanje se izvode s vodoravnim rasporedom vretena. Okomito, imaju vertikalni raspored vretena. Prve se koriste za duge dijelove, kao i za vanjske radove. Vertikalni strojevi - za kratke dijelove i uglavnom za unutarnju obradu, tj. Rupe.
Poznati modeli strojeva: 3G833, 3K833, 3H-86 M4215-1. Kao i novim modelima: Sunnen HTS-124-020, LEV125 somes, LEV250 somes, TN170 i TM806 (807).
Često, novi modeli strojeva za honanjeučiniti specijaliziranim, a ne univerzalnim, za razliku od sovjetskih strojeva. To znači da su prikladni za samo jednu operaciju, na primjer, za brušenje cilindara. Tu su i novi modeli malih strojeva. U pravilu, takvi strojevi su dizajnirani za honing kod kuće.

Kao što je spomenuto prije, često ovomehanički rad, kao što je honing, koristi se za završetak rupa i drugih okruglih teško dostupnih površina u slučajevima gdje se preostali načini abrazivne obrade ne mogu koristiti ili njihova primjena neće biti praktična. Osim toga, ručice za bušenje koriste se u slučajevima kada je potrebno postići minimalnu hrapavost i cilindričnu površinu, do mikrona. Zato je najveća popularnost ove vrste prerade dobivena u proizvodnji cilindara. Potonji se naširoko koriste u inženjeringu, građevinarstvu i automobilskoj industriji.

Dok se brušenje, poliranje i lapping smatrajunajpopularnijih i najčešćih metoda obrade cilindara, u većini slučajeva prednost se daje honing, jer je učinkovitiji i točniji. Osim toga, prilikom bušenja možete se suočiti s drugim pogodnostima, uključujući:

Kao što je ranije spomenuto, kako bi se ispuniloPojačanje nekoliko cilindara u jednoj operaciji, mnoga poduzeća koriste poseban uređaj za honanje. Često su to uređaji za stezanje koji pomažu osigurati blok cilindra na strojnoj postelji za naknadnu obradu.
Dakle, nakon fiksiranja sklopa u alat na stroju, bušenje bloka cilindra izvodi se u dva stupnja:

Malo je poznato da se brušeni cilindrimože se provoditi ne samo u tvornici već i kod kuće. Često takva operacija može biti nužna u onim slučajevima kada je stari blok cilindra izgubio svojstvo otpornosti na habanje ili se mora očistiti od akumulirane ljestvice.
Kod kuće, honing je još uvijek istifino obrađivanjem, ali ne uz uporabu rashladnog sredstva i hrane i kerozina (ili brušenja ulja) i posebne glave za brušenje, koje se lako pričvršćuju na uobičajenu električnu bušilicu. Takve se glave mogu kupiti u bilo kojoj automobilskoj ili zgradi (oni izgledaju kao četke za pranje posuđa). Kao iu slucaju Hons za strojne alate, honing glave za bušilice također se prodaju za grubu i završnu obradu. Razlikuju se međusobno s dopuštenim promjerima i materijalom.
Provesti takvu operaciju i za višeUdobno rukovanje Blok cilindra može se pričvrstiti na bilo kojem uređaju za stezanje ili, u ekstremnim slučajevima, na površini koja se može pričvrstiti nogama. Nakon što je dio čvrsto pričvršćen, možete izvesti honing. Preporuča se da se rupica dvaput tretira tijekom grubosti i jednom s završetkom.

Nakon obavljenog postupka bušenja, obojeObično se dio treba očistiti od strugotina i abraziva. Učinkovito čišćenje omogućit će toploj sapunici i mekoj četkici. Dakle, moguće je spasiti dio ne samo od čipova, već i poliranje.
Nakon svih gore navedenih, cilindriobično dodatno obrađuju posebnom abrazivnom tijesto. To vam omogućuje da očistite površinu preostalih malih čipova, što je teško zamijetiti golim okom.
Korištenje sapunice, četke i pasta za čišćenje omogućava vraćanje prethodnog prikaza bloka cilindara, uklanjanje svih brazda, ljestvice itd.
Nakon što je naučio kako re-honingcilindri, što je to, kada treba koristiti, mnogi misle da je to prilično jednostavna procedura, a možda čak i apsolutno neophodna. No, unatoč jednostavnosti, učinak preoblikovanja cilindara neće dugo trajati.
Takva obrada pomoći će produžiti pojamdjelovanje i jedinice i samog automobila. Osim toga, ponovni honing kod kuće pomoći će poboljšati održavanje bez potrebe da se odnosi na odgovarajuće stručnjake.
</ p>
